


手持式智能拧紧系统方案
分类:
解决方案
解决方案
作者:
来源:
发布时间:
2019-01-21
访问量:
1
第一章 概述
中国制造业发展迅速,2010年制造业产值在全球占比超过美国,中国成为制造业第一大国。目前,500多种主要工业产品中,我国有220多种,位居世界第一。在这大量的产品中,必定有海量的螺丝需要紧固。在整个制造业的带动下,造就了一个庞大的锁付市场。锁付行业向自动化与智能化方向发展,但要实现工业自动化与智能化不是一蹴而就的事情,而需要一个漫长的演变过程。
人作为万物之灵,有聪明的头脑和灵巧的双手,在很多精细加工的场景中,机器还暂时无法取代人的作用。但人又不是机器,工作状态是受环境和心情的影响,是一个动态波动的量,正因如此,人们在平时的工作中常常出现一些小失误。
在尚未达到工业智能化与锁付无人化的今天,乃至在未来很长一段时间内,我们用什么来保证产品的锁付质量呢?为此深丝微推出手持式智能拧紧系统人机结合的方案。利用人类聪明的大脑和灵巧的双手配合智能自动的拧紧系统,以达到最佳的效果。智能拧紧系统除了能自动判断锁付结果是否成功或失败,还能在拧紧失败时,给出异常的类型和原因。
第二章 传统锁付分析
在大型代工厂中,工人们手持传统电批给产品打螺丝是最常见的场景。
传统电批最大的优势在于使用简单,价格便宜;但传统电批也有很多缺陷,比如,故障率高,寿命短,扭力和速度不能精确控制。传统的锁付只是一个模糊的结果,拧紧过程和结果都无法实现数字化与标准化,只能凭工人的经验和感觉;还常常出现浮高、滑牙、漏拧等状况。一旦出现问题无法追查和追溯;这给产品埋下了一个很大的质量隐患。要想保证产品的锁付质量,一是靠工人的责任心;二是靠品检对产品的进行大量检查;无论是哪一种,都不是一种最可靠的方式。工人和品检都是人,都容易受外界环境的影响,工人可能出现漏打,品检可能出现漏检。
第三章 手持式智能拧紧系统方案
根据这智能时代和锁付行业存在的现状和需求,我司提出手持式智能拧紧系统解决方案。该方案中包括扫描设备,智能电批,工业平板电脑,软件系统。
为了解决数据管理需要,我司项目组决定采用稳定的工业平板电脑加上扫描枪,搭载上我司智能电批,组成智能拧紧统。

3.1 扫描枪
支持一维码,二维码扫描,低于1:5000000误码率,640*480 CMOS,识别精度>=5mil。
支持手动按扭扫码和自动感应扫码,支持RS232通信。通过串口将扫描采集到的数据传输给工控平板电脑。
3.2 工业平板电脑
Win7操作系统,128G固态盘,2G内存,2*RS232 2*USB2.0,2*USB3.0。
3.3 智能电批
高精准扭力控制,扭力精度偏差保持在5%内;
支持8种不同螺丝的任务参数设定,每种任务参数可分5个步骤拧紧;
支持多种IO输出和报警输出;比如浮高,滑牙;
防静电设计;
拧紧结果记录输出;
3.4 红外感应器
感应产品是否准备到位,是否移除 ;
3.5 管理软件系统
管理软件系统作为数据采集和处理的中心;它需要长期稳定的运行,每天产生大量的工作数据,故系统必须拥有一定的自我管理和维护功能,防止大量工作的记录给系统带来来负担。
(1)系统软件主界面众览

界面主要分为四部分区域,具体为:
① 左上角功能菜单;
② 右上角功能选项卡页面;
③ 中间功能模块显示区;
④ 底部状态栏,显示通信,任务详情,报警情况;
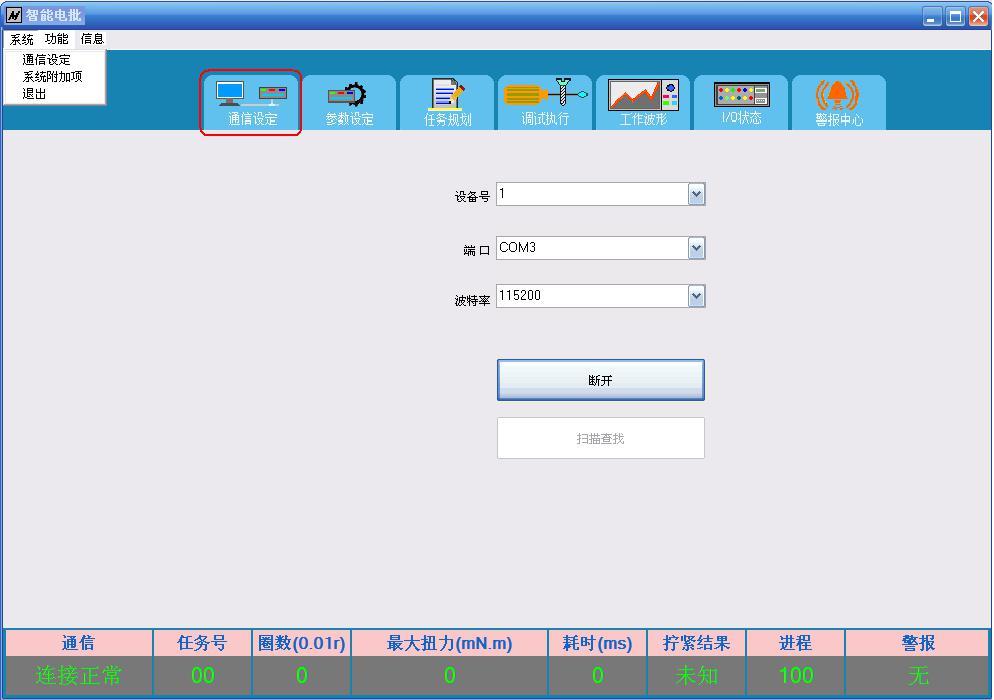
(2)通信设置
系统默认设备号为1,默认通信波特率为115200,通信端口号自动识别;软件通常会自动连接。
[扫描查找] 该功能可以查找到正常连接在线的设备。
(3)设备信息
连接成功后弹出该手持式智能控制器型号和管理软件版本信息

(4)任务规划
任务规划是系统中的一个重要功能,设定参数合理性决定智能拧紧系统的工作效率和锁付的成功率。
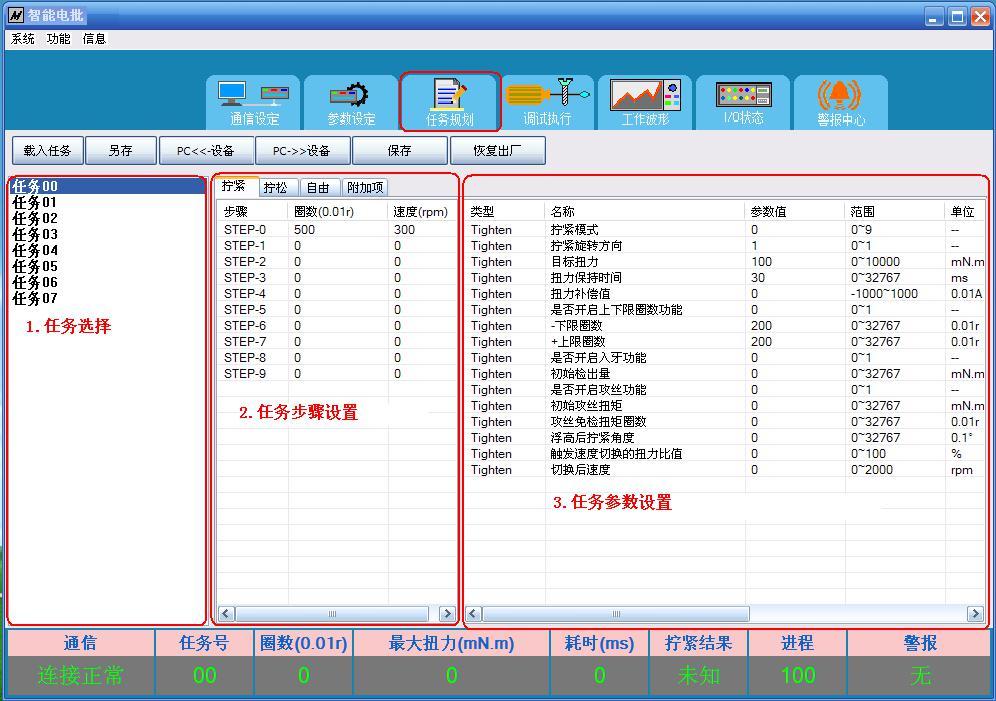
1.[载入任务] 从硬盘文件中导入之前已保存的任务文件;
2.[另存] 将任务参数保存为硬盘文件;
3.[PC<<设备] 从控制器上读取任务参数到PC软件中;
4.[PC>>设备] 将PC软件中的任务参数下发到设备中;
5.[保存] 保存当前控制器中的任务参数;
[注意:保存参数时,请勿让电批停留在拧紧的螺丝上;保存等待5秒后进行后继操作。]
6.[恢复出厂] 恢复控制器出厂时的默认任务参数;
[注意:恢复出厂时,请勿让电批停留在拧紧的螺丝上;恢复出厂等待5秒后进行后继操作。]
7.任务选择: 选择要设置的任务号00~15;同时显示任务的数量为该控制器支持最大任务数量;
8.任务步骤设置: 设置每条任务的规划和顺序,
[拧紧] 目前可支持STEP0~STEP4,共5个STEP的行程规划,每个STEP可分别设定螺丝工作时的拧紧圈数和拧紧速度;设定圈数大于0,该STEP为有效;设定圈数等于0的为无效STEP步骤。
程序会自动跳过无效STEP步骤,然后执行后续有效的STEP步骤。
[拧松] 设置最多分2个步骤,参数设定的方法与拧紧方式的类似;
[自由] 设置电批自由旋转的转速和方向,启停由命令输入、断开来控制;
[附加项] 选择使用的扭力单位:mN.m/0.01Kg.m^2两选择项;
输出有效时光耦状态:ON / OFF,默认为OFF,输出低电平有效;
9.任务参数设置:设置每条任务的相关参数;
拧紧模式:支持2种模式,分别为
0--自动模式,转速范围30-1200rpm;
2--高速模式(适用于自攻螺丝),转速范围30-1800rpm;
拧紧旋转方向:(以批头朝上作为参考) 0—CW(顺时);1—CWW(逆时针) ;
目标扭力:设置锁螺丝最终目标扭力值的大小;
扭力保持时间:当扭力达到目标值后,持续保持目标扭力的时间;
扭力补偿值:当设定目标扭力与实际扭力出现固定偏差时,设定此参数加上一个数值或减去一个数值;设置该参数时,先设定一个稍大值(如:10或者-10),然后看扭力计实测反馈效果再进一步进行微调设置。
待机调整时间:电批运行停止后,批头切换到自由状态前等待的时间
浮高滑牙检测:0=关闭;1=开启。(默认关闭,用于调试;实际使用时,建议开启)
开启此功能后,“–浮高界定圈数”与“+滑牙界定圈数”两个参数才有效;
如果不开启,拧紧结果只有OK,NG,未完成三种状态;不会检查浮高和滑牙。
–浮高界定圈数:用于浮高判定值设定;
运动圈数 < 设定圈数 - 浮高界定圈数 如果扭力已达到目标扭力,则报浮高
+滑牙界定圈数:用于滑牙判定值设定;
运动圈数 = 设定圈数 + 滑牙界定圈数 如果扭力未达到目标扭力, 则报滑牙
是否开启入牙功能:暂时不支持
初始检出量:暂时不支持
是否开启攻丝功能:0=关闭;1=开启。
在进行自攻螺丝时,在锁螺丝的初始阶段,会出现需要的扭力超过目标扭力值的情况;这时候,建议开启攻丝功能,并配合STEP-n中的扭力值进行分段扭力设置以及“攻丝免检扭矩圈数”使用;
初始攻丝扭矩:暂时不支持
攻丝免检扭矩圈数:开启攻丝功能后,可设置多段STEP的行程和速度规划;
攻丝免检扭力圈数=STEP0~STEP3的圈数总和,免检的圈数不计入上下限判定值的计算;
STEP4圈数不能为0,必须设置,计入上下限判定值的计算,扭力值以目标扭力值为有效;
免检圈数中的各STEP可单独设置扭力值,并且不参与目标扭力值的判定。
浮高后回退角度:暂时不支持
触发速度切换的扭力比值:螺丝拧紧时,一旦扭力达到目标扭力值的该参数设定比值时,电批转速会自动切换,以保护电批;
触发速度切换的扭力:暂时不支持
触发速度切换的速度比值:暂时不支持
切换后速度:暂时不支持
拧紧后保护批头的回退角度:暂时不支持
是否开启IO方式的分段扭力功能:0=关闭;1=开启。
螺丝拧紧过程中,以IO输入的方式,可随时切换到IO方式的扭力值,以达到攻丝的效果
IO方式的第一段扭力:开启IO方式分段扭力功能时,拧紧时该值为IO方式输入时扭力可达到的上限值(默认为最大扭力值)
拧松有效触发的扭力阀值:拧松时扭力达到阀值后才算作是拧松有效的条件之一;
拧松有效触发的保持时间:拧松时扭力达到阀值后累加时间达到设定时是才算作是拧松有效条件之一;
两个参数条件都满足后,走完拧松圈数才算拧松是有效,否则是拧松失败。
(5)调试执行

电批拧紧拧松控制命令有两个来源分别为“IO端口”(电批按扭)和“PC软件”。
如果命令来源选择“IO端口”,外部IO命令有效,“PC软件”命令无效;
如果命令来源选择“PC软件”,外部IO端口命令无效,“PC软件”命令有效,如下的操作才有效。
调试执行 每条任务的实际运行情况,并根据实际运行的情况对任务做出相应的调整;
长按下[拧紧]按扭开始执行拧紧,抬起手指停止拧紧;
长按下[拧松]按扭开始执行拧松,抬起手指停止拧松;
长按下[自由转动]按扭开始执行自由转动,抬起手指停止自由转动;
[注意:命令源切换为PC软件时,请先确认IO端的正转/反转/自由转三种状态是否已经撤销,否则切换不成功。]
(6) 工作波形
拧紧波形是拧紧过程的全程状态反馈;通过对位置,速度,电流,扭力的波形可以分析拧紧过程中出现的各类问题。
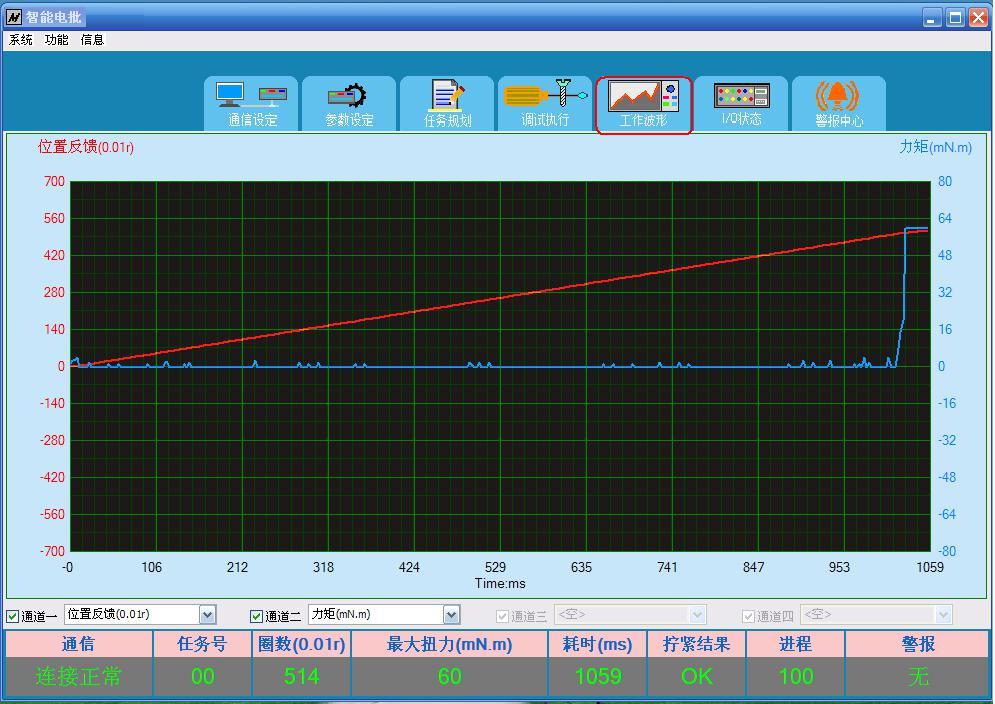
显示每颗螺丝锁附时整个过程的详细波形数据,采样精度3ms。框选部分区域放大波形,右键点击返回波形上一次放大显示状态。当需要保存波形时,需要在系统附加项中设定采集数量,然后切换到当前波形模块;不在该模块中,波形不会被采集,更不会被保存。
(7)输入输出状态
I/O显示当前控制器输入输出,工作状态,报警状态;灰色表示无信号,绿色表示有信号。
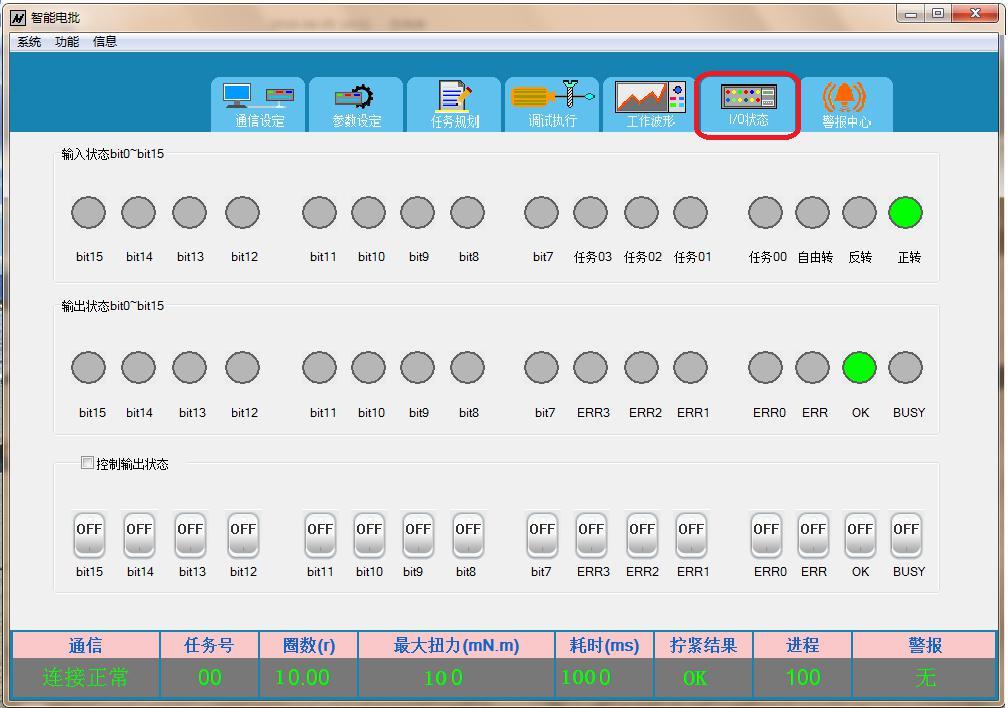
控制输出状态勾选时,可以强制输出IO信号。
(8)警报中心

警报信息有编号、报警名称以及出现的原因分析,这样可以迅速定位问题所在。控制器中能保存10条警报记录,采用先进先出方式,移除排在最未位的警报记录。
点击“清除警报”,可以清除所有警报记录。
报警功能选择可以屏蔽或开放某些报警。
具体报警代码表如下:
|
编号 |
ERR0~3灯 |
名称 |
警报原因 |
|
1 |
0000 |
浮高 |
未达到规定的行程下限,达到目标扭力; |
|
2 |
0001 |
滑牙 |
达到规定的行程上限,未达到目标扭力; |
|
3 |
0010 |
过流 |
电机线或电源线发生线路的短路,或者供电电压波动大; |
|
4 |
0011 |
过压 |
供电电压超过控制器的正常电压范围; |
|
5 |
0100 |
欠压 |
供电电压低于控制器的正常电压范围; |
|
6 |
0101 |
飞车 |
上电的时候,批头不是自由悬空状态,两侧有障碍物;或者目标转速超过1800rpm;或者任务参数保存的时候,批头不是自由悬空状态,两侧有障碍物; |
|
7 |
0110 |
电批过热 |
运动中遇到障碍物;或者上电的时候,批头不是自由悬空状态,两侧有障碍物;或者任务参数保存的时候,批头不是自由悬空状态,两侧有障碍物; |
|
8 |
0111 |
反转不到位 |
反转运动中遇到障碍物;编码器线没有连接或者接触不良 |
|
9 |
1000 |
位置偏差过大 |
运动中遇到障碍物;或者上电的时候,批头不是自由悬空状态,两侧有障碍物;或者任务参数保存的时候,批头不是自由悬空状态,两侧有障碍物;编码器线是否接好; |
|
10 |
1001 |
电批断线 |
电批断线 |
|
11 |
1010 |
力矩偏差过大 |
螺丝与批头不匹配; |
注:出现报警时,ERR端口都会输出指示,具体警报类别,可根据输出的ERR0~ERR3的输出代码对应查找
(9)工作记录
工作记录模块记录拧紧系统在一段时间内工作数据统计情况。

记录每一颗螺丝的拧紧过程参数和拧紧结果。最多保持21000条记录,超过21000记录后,系统自动维护记录的删减。
(1)点击[查询]查询的是全部记录;可以通过设置查询条件来实现精确查询。
(2)[清除记录] 清除所有已经存在的记录,将记录清空。
查询时统计数据中显示“OK”、“NG”以及“ 未完成”这三种状态;统计总数为三者总和;
(3)扫描已经拧紧完的产品,会显示该产品相关螺丝拧紧结果和该产品对应的照片和螺丝位置。
(10) 波形对比

最多可选择十条波形进行对比,波形类型必须是相同的类型,对比拧紧过程的一致性。
(11)系统附加项
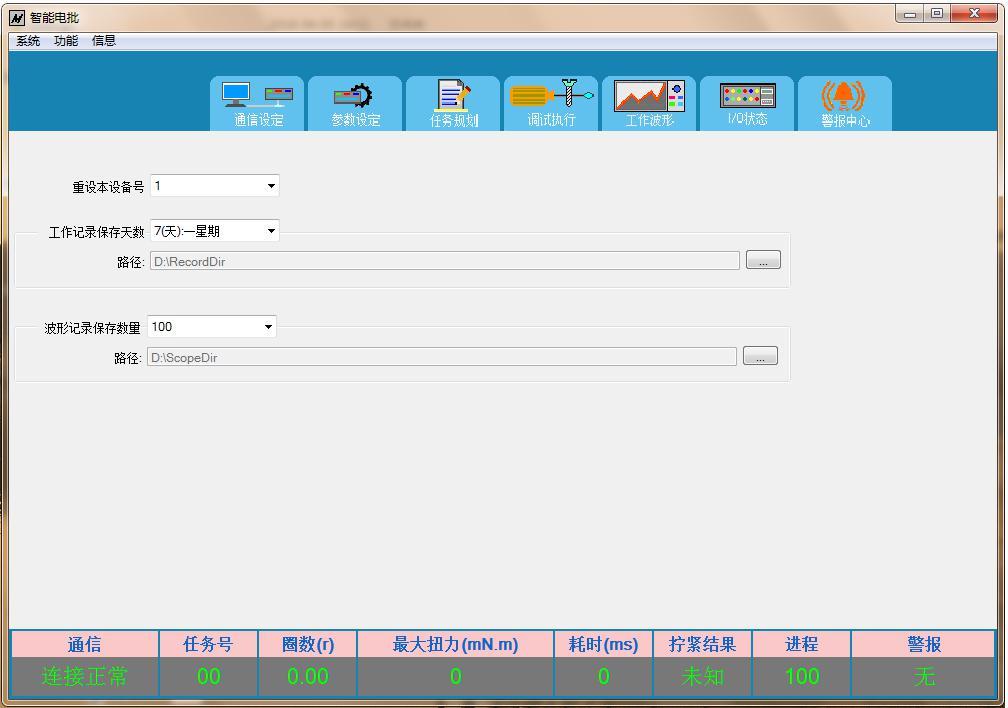
多台控制器在组网过程中,必须为不同的控制器设定不同的设备号。改变设备号时软件会自动提示是否继续。并提示修改设备号成功与否。
工作记录保存时间和保存路径可根据实际需要设定。
波形记录保存的数量和保存路径可设定。
注意:波形记录保存需要切换到波形显示页面才会生成波形记录文件;波形记路文件保存路径不能与工作记录保存路径相同,以免系统在自动管理文件时,误删记录文件。
(12)权限管理
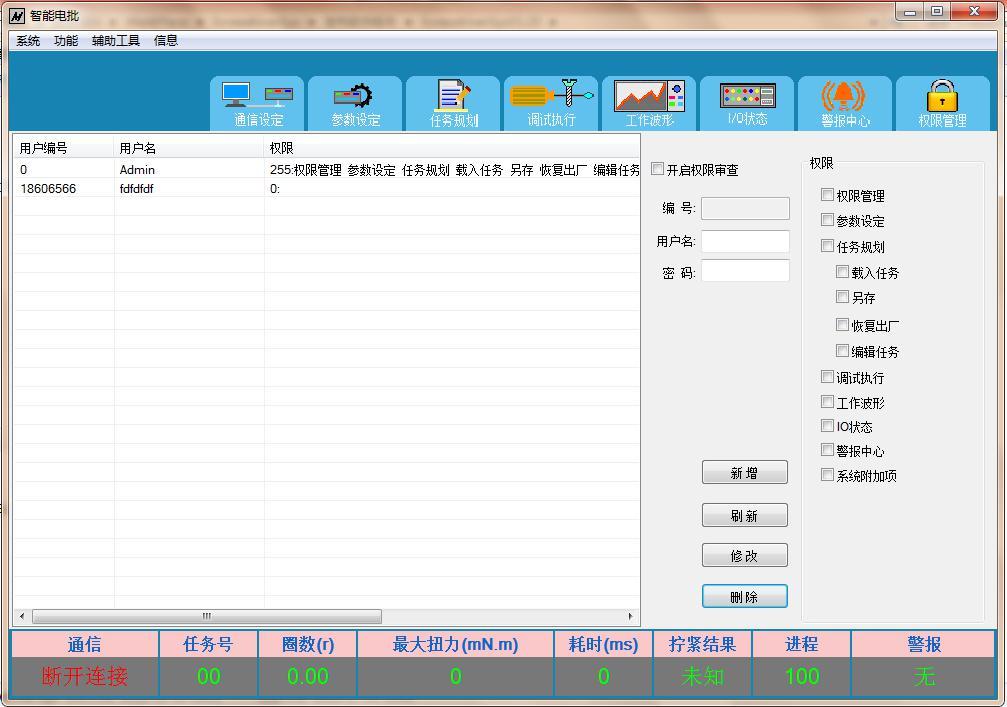
对用户权限进行管理,针对不同的用户使用授以不同的权限。
(13)产品工件管理
产品工件信息增删改查管理;设定样板类型的螺丝数量和图片信息,以方便工人调取相关产品拧紧要求和工艺信息。

① 支持任务链技术,让在同一工件上不同规格螺丝在拧紧过程中,能自动无缝切换任务;可以是单任务操作,也可以是多任务串行操作。
② 支持产品工件信息增删改查管理;
③ 支持扫码查询;
(14) 防漏拧功能
使用红外感应技术,配合软件任务链对拧紧过程管理。当移除未完成任务链的工件时,系统提示报警。
第四章 软硬件配置清单
|
序号 |
设备名称 |
型号 |
数量 |
备注 |
|
01 |
控制机箱 |
DP-HS-001 |
1台 |
控制器;
手持式电批;
工业平板电脑; |
|
02 |
扫描枪 |
SCN-RS6601 |
1个 |
接口RS232 |
|
03 |
红外传感器 |
IR30M |
1个 |
|
|
04 |
管理软件 |
ScrewdriverSys V1.50 |
1套 |
软件+数据库 |
注:必要的线缆不一一列举。
第五章 测试和验收
1.开机后软件通信连接是否正常;
2.软件读/写参数是否正常;
3.手持式电批正/反转是否正常;
4.拧紧结果提示是否正常;异常时报警是否正常;
5.根据标准,对扭力精度进行测试;扭力精度是否符合要求;
6.控制器输入/输出信号是否正常;
7.拧紧记录是否保存成功;
8.工件管理增删改查是否正常;
9.任务链测试,防漏打测试;
第六章 保修条例
本产品自购买之日(以发货日期为准)起保修期为1年;一年内出现非人为质量问题我们提供免费维修,一年后会适当收取工本费。
保修期间有如下情况之一,会收取维修费用。
1.不能提供有效的购买凭证。
2. 客户自行拆装造成的损坏。
3.跌落造成损坏。
4.调试机器时碰撞造成损坏。
5.不按照说明书要求接插电源造成的烧毁。
关键词:
下一篇

网址:www.sensewee.com
联系人:卢生 销售工程师
手机:19928718048
联系人:刘生 销售工程师
手机:15818689397
联系人:高生 销售工程师
手机:19925455058
地址:广东省深圳市龙岗区坂田街道布龙路335号龙景科技园G栋608